CT-250S/CT-250V Cutter
CT-250S/CT-250V är en metallografisk skärmaskin för skrivbord designad och tillverkad enligt princi...

I forntida tider användes järnaxlar i jordbruksproduktion för att hugga av träd, återta ödemarken och reparera jordbruksmark. I militära termer hade järnaxlar som ett vapen också vissa utrustningskrav.
Under Tang -dynastin utvecklades och förbättrades järnsmältningstekniken på grundval av föregående generation. Mer avancerad sprängutrustning användes för att öka ugnstemperaturen, vilket förbättrade utgången och kvaliteten på järn, vilket gav material och tekniska förhållanden för massproduktion av järnaxlar. Befintliga antika järn Axe -prover bereddes för metallografisk provtagning. Eftersom proverna inte kan skadas och är stora i storlek användes en stor diameter slipskiva Alpha210 dubbelskivan med dubbla kontroller och poleringsmaskin för manuell slipning och polering.

Provberedningsplan: Sic Sandpaper P400, P800, P1200 → SC Poleringsduk 3 μm Polykristallin diamantpoleringsvätska för polering → 4% salpetersyran Alkohollösning Etsning, och ett 80MN -metallografiskt mikroskop användes för att observera strukturen, se den bifogade figuren.
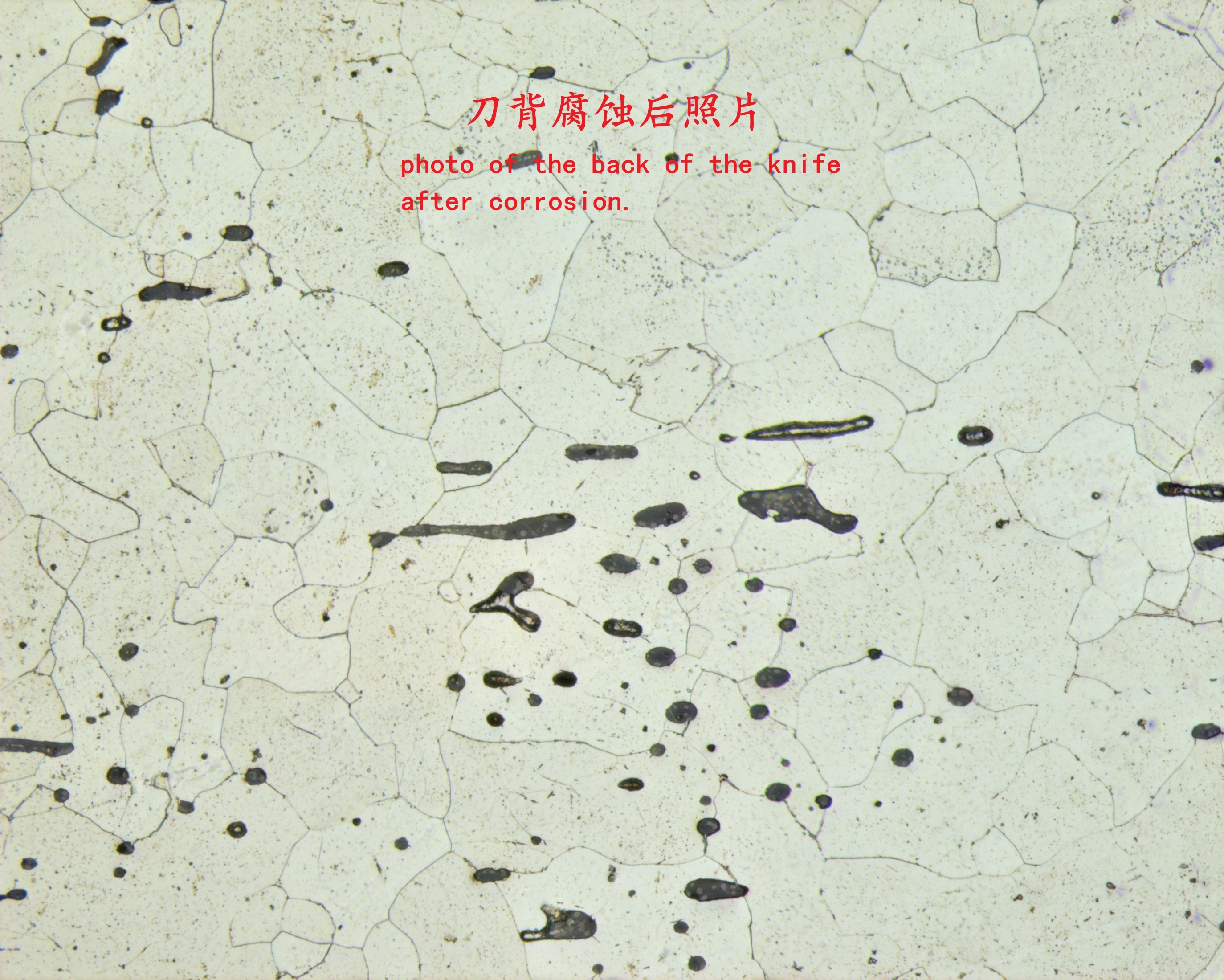
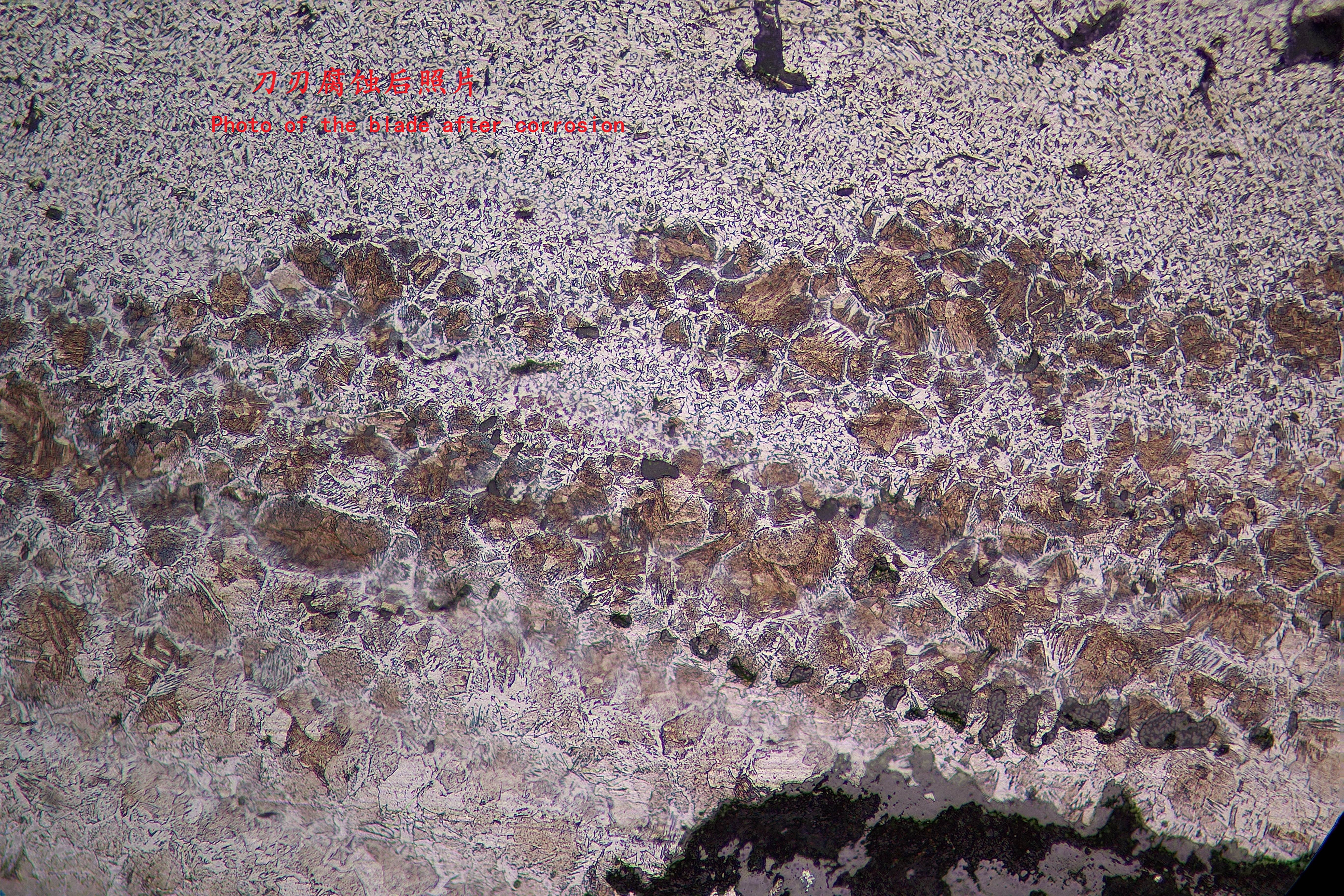
Från de metallografiska fotona kan man se att baksidan av yxan är en blockferrit, och de svarta är groparna som lämnas av inneslutningarna. Bladet består av retikulär ferrit och bainit, såväl som widmanstätenstruktur som produceras efter överhettning. För att förbättra bladets styrka och seghet hamrade hantverkarna och smidde den efter uppvärmning. På grund av de omogna tekniska förhållandena vid den tiden var den erhållna strukturen inte idealisk, men den främjade den senare smält- och tillverkningsprocessen i hög grad.



.png?imageView2/2/w/400/format/jpg/q/75 "TJ2000 Theta Vakuummonteringsmaskin")

.png?imageView2/2/w/400/format/jpg/q/75 "Monteringskoppar för engångsbruk")


")


Baserat på Kina har TROJAN ett starkt fokus på internationell försäljning, för nu har TROJAN sålt vår metallografisk utrustning till mer än 40 länder, såsom Europa, U.S.A., Korea och Sydostasien.






Copyright 2021 Trojan (Suzhou) Material Technology Co., Ltd.
 tillverkare av metallografisk utrustning leverantörer av anpassad metallurgisk utrustning
tillverkare av metallografisk utrustning leverantörer av anpassad metallurgisk utrustning
