DM Diamond Metal Bond Wafering Blade
Produktbeskrivning Waferingblad har mycket tunn skärbredd, rekommenderas för preci...

Termisk spraybeläggning är känd som den "skyddande pansringen" för industriella komponenter, som ofta används inom maskiner, rymd, energi och andra områden. Det ger inte bara ett slitstarkt skydd för lätt slitna axlar och blad, utan bygger också en korrosionsbeständig barriär för rörledningar och containrar i korrosiva miljöer. Dessutom kan den realisera funktioner som värmeisolering och elektrisk ledningsförmåga för högtemperaturkomponenter, vilket förlänger utrustningens livslängd.
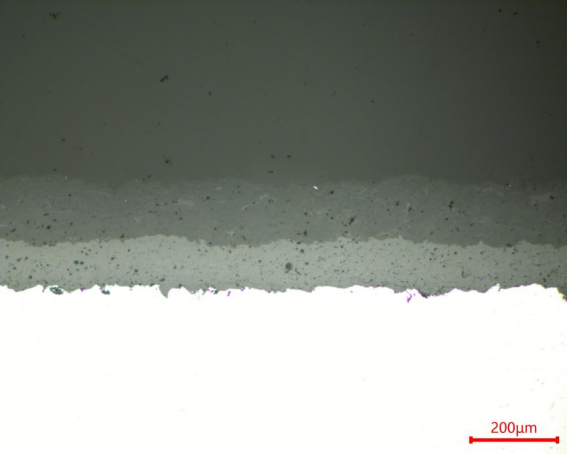
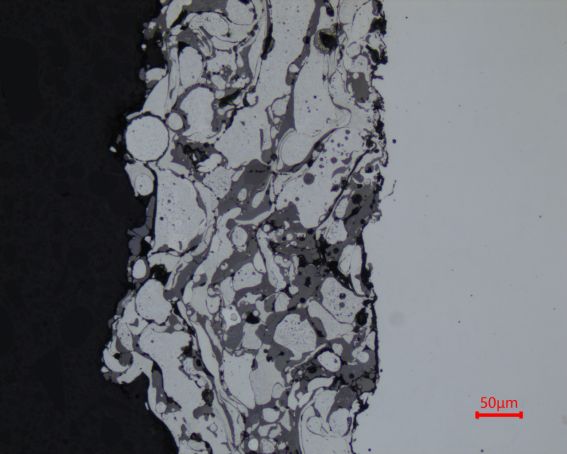
Om termisk spraybeläggning är "pansar" så är den metallografiska delen av det termiska sprayprovet "kvalitetskontrollförstoringsglaset", som är en nyckellänk i kvalitetskontrollen av beläggningen. Genom metallografisk sektionsberedning och mikroskopisk observation kan enhetligheten i beläggningstjockleken, bindningsgränssnittstillståndet med substratet detekteras noggrant, mikroskopiska defekter som porer och sprickor kan identifieras och beläggningens mikrostrukturs integritet kan analyseras. Detta verifierar inte bara sprutprocessens rationella och undviker potentiella appliceringsrisker i förväg, utan ger också intuitivt datastöd för optimering av beläggningsprestanda, vilket säkerställer att den "skyddande pansringen" verkligen kan motstå industriella tester!
Standardförfaranden för metallografisk provberedning för termisk spray keramiska beläggningar:
1️⃣ Grovslipning: Använd P400 metallografiskt sandpapper och slipa tills provytan är plan
2️⃣ Finslipning: POS polerplatta 9μm PD-WT polervätska
3️⃣ Grovpolering: SC polerplatta 3μm PD-WT polervätska
4️⃣ Mellanpolering: ET polerplatta 1 μm PD-WT polervätska
5️⃣ Finpolering: ZN polerplatta 0,05 μm SO-T401 polervätska
#SteelMicrostructure #MaterialScience #Metallography #Trojan #Trojanmetallography







.png?imageView2/2/w/400/format/jpg/q/75 "GP-1A slipmaskin och polermaskin")


.jpg?imageView2/2/w/400/format/jpg/q/75 "AO-P aluminiumoxidupphängning")

Baserat på Kina har TROJAN ett starkt fokus på internationell försäljning, för nu har TROJAN sålt vår metallografisk utrustning till mer än 40 länder, såsom Europa, U.S.A., Korea och Sydostasien.






Copyright 2021 Trojan (Suzhou) Material Technology Co., Ltd.
 tillverkare av metallografisk utrustning leverantörer av anpassad metallurgisk utrustning
tillverkare av metallografisk utrustning leverantörer av anpassad metallurgisk utrustning
